- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Керамикалық электростатикалық патрондар қалай өндіріледі?
Дәстүрлі вафельді қысу әдістеріне дәстүрлі механикалық салаларда жиі қолданылатын механикалық қысу және балауызды байланыстыру жатады, олардың екеуі де пластинаны оңай зақымдауы, деформациялануын тудыруы және оны ластауы мүмкін, бұл өңдеу дәлдігіне айтарлықтай әсер етеді.

Вакуумдық патрондар қалай пайда болды және неге пайда болдыКерамикалық электростатикалық патрондарҚалайсыз ба?
Уақыт өте келе кеуекті керамикадан жасалған вакуумдық патрондар жасалды. Бұл патрондар вафлиді ұстау үшін кремний пластинасы мен керамикалық бет арасында пайда болған теріс қысымды пайдаланады, бұл жергілікті деформация тудыруы және тегістікке әсер етуі мүмкін. Сондықтан соңғы жылдарыкерамикалық электростатикалық патрондарТұрақты және біркелкі адсорбция күшін қамтамасыз ететін, пластинаның ластануын болдырмайтын және кремний пластинаның температурасын тиімді басқаратын ультра жұқа пластиналар үшін тамаша қысқыш құралдарға айналды.
Өндіріс процесі қалай жүредіКерамикалық электростатикалық патрондарОрындалған?
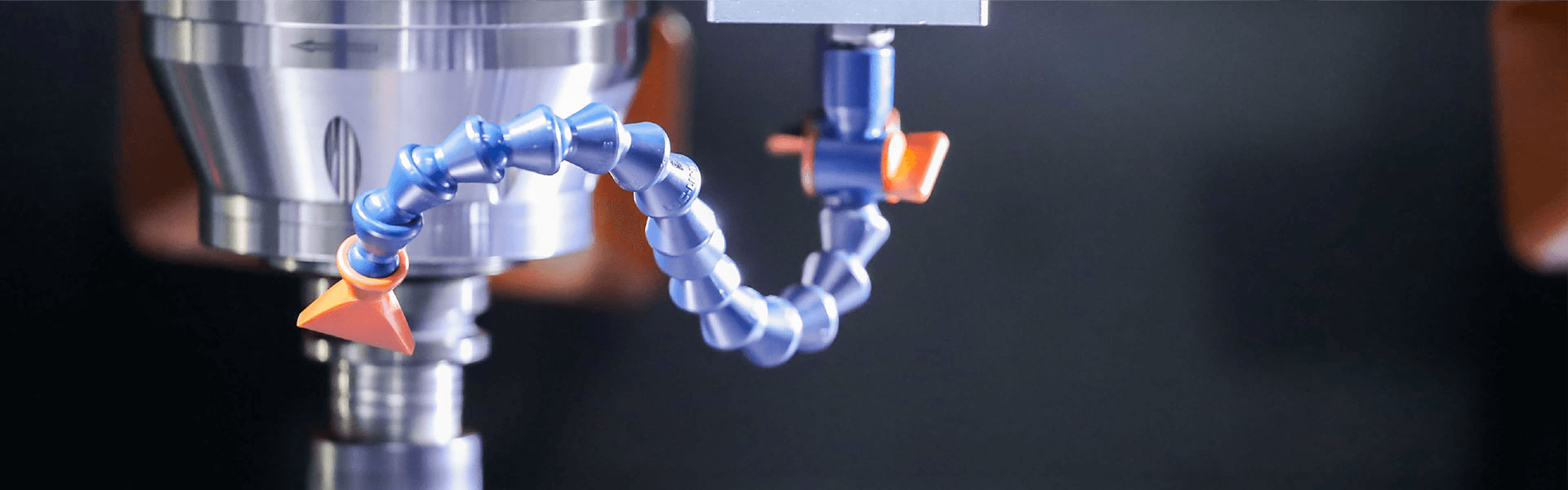
Әдетте таспаны құю, кесу, экранды басып шығару, ламинациялау, ыстық престеу және агломерациялау сияқты процестерді қамтитын көп қабатты керамикалық бірге күйдіру технологиясы қолданылады.
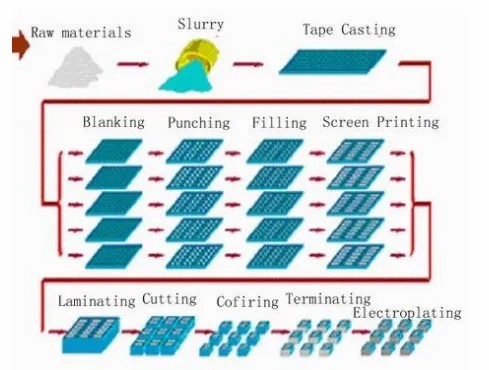
Кулон түріне арналғанэлектростатикалық патрондар, диэлектрлік қабатта өткізгіш материалдар жоқ. Ол тұрақты суспензия жасау үшін керамикалық ұнтақтарды, еріткіштерді, дисперстерді, байланыстырғыштарды, пластификаторларды және агломерациялау құралдарын араластыруды қамтиды. Содан кейін бұл суспензия дәрігер пышағы арқылы жабылады, кептіріледі және белгілі бір қалыңдықтағы керамикалық жасыл парақтарды қалыптастыру үшін кесіледі. JR түрі үшінэлектростатикалық патрондар, J-R қабатының қажетті кедергісіне жету үшін қосымша кедергі реттегіштері (өткізгіш материалдар) араласады, содан кейін жасыл парақтарды қалыптастыру үшін таспа құйылады.
Экранды басып шығару негізінен электрод қабатын дайындау үшін қолданылады. Өткізгіш паста алдымен экранды басып шығару пластинасының бір ұшына құйылады. Экранды принтердегі сыпырғыштың әсерінен өткізгіш паста экран тақтасының торлы саңылаулары арқылы өтіп, негізге шөгеді. Саққыш күміс пастасын экран торы арқылы біркелкі таратқанда басып шығару процесі аяқталады.
Жасыл керамикалық парақтар қажетті ретпен (субстрат қабаты, электрод қабаты, диэлектрлік қабат) және қабаттар саны бойынша қабатталады. Содан кейін олар толық жасыл денені қалыптастыру үшін белгілі бір температура мен қысым жағдайында бірге басылады. Қысу кезінде біркелкі шөгуді қамтамасыз ету үшін қысымның жасыл дененің бүкіл бетіне біркелкі таралуын қамтамасыз ету өте маңызды.
Соңында, толық жасыл корпус пеште біріктірілген агломерациядан өтеді. Агломерация процесінде тегістік пен шөгуді бақылауды қамтамасыз ету үшін қолайлы температура профилін орнату қажет. Жапонияның NGK компаниясы агломерация кезінде ұнтақтың шөгу жылдамдығын шамамен 10%-ға дейін басқара алатыны хабарланады, ал отандық өндірушілердің көпшілігінде әлі де 20% немесе одан да көп шөгу жылдамдығы бар.**
Semicorex-те біз шешімдерді ұсынуда тәжірибеміз бар Керамикалық электростатикалық патрондаржәнебасқа керамикалық материалдаржартылай өткізгіштер және PV секторларында қолданылады, егер сізде қандай да бір сұраулар болса немесе қосымша мәліметтер қажет болса, бізбен байланысудан тартынбаңыз.
Байланыс телефоны: +86-13567891907
Электрондық пошта: sales@semicorex.com
Сұрау жіберу




X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты