- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Қытай Изостатикалық графит Өндірушілер, Жабдықтаушылар, Зауыт
Carbon/graphite material molding essentially involves increasing the density of the powder mixture and ensuring close contact between the aggregate and binder to produce a green body with a desired size, morphology, and minimal machining allowance. The four main molding methods are extrusion, compression molding, vibration molding, and isostatic pressing. Common carbon/graphite materials on the market (for example, charcoal used for household fires) are mostly formed using hot extrusion and compression molding (cold or hot). Isostatic pressing offers superior molding performance.
The principle of isostatic pressing is based on Pascal's law: pressure applied to a medium (liquid or gas) in a sealed container is uniformly distributed in all directions, with the pressure on the surface being proportional to the surface area. Isostatic pressing involves placing a sample, enclosed in a sealed container, within a high-pressure cylinder. Leveraging the incompressible nature of the liquid medium and its ability to uniformly transmit pressure, the sample is uniformly pressed from all directions. When the fluid is injected into the cylinder, the pressure is evenly transmitted in all directions according to the principles of fluid mechanics. The sample in the cylinder is then subjected to uniform pressure in all directions.
Due to the isostatic pressing method, isostatically pressed graphite exhibits excellent isotropy, with properties independent of shape, size, or sampling direction. The material possesses a dense microstructure, high mechanical strength, high surface hardness, and oxidation resistance. Strong performance and high-temperature resistance; the material has excellent thermal shock resistance and is less susceptible to cracking under rapid cooling and heating conditions.
1. Isotropy
Different molding methods result in different properties in different directions. This is primarily reflected in resistivity, thermal conductivity, mechanical properties, and thermal expansion coefficient. The general measurement method is to sample the product perpendicular to and horizontally from the pressure surface, measure the properties separately, and then divide the smallest value by the largest value to obtain the isotropy ratio.
Traditional carbon/graphite products exhibit significant anisotropy, i.e., the properties of the product are different in the directions perpendicular to and horizontal to the pressure surface. The corresponding difference in performance is generally greater than 1:1.1, hence the term anisotropy. In many cases, this difference is fully exploited, and the greater the difference, the better. Examples include graphite electrodes for steelmaking and brushes for motors. Many applications, such as EDM and single-crystal silicon thermal field applications, increasingly require carbon/graphite products to exhibit isotropy (with an orientation ratio within the 1:1.05 range).
2. Large Dimensions
The market is increasingly demanding larger product sizes. For example, single-crystal silicon products have grown from 6- and 8-inch sizes to 12-inch sizes. The size of graphite materials used in thermal fields is also increasing. This is also increasing. Similar trends are seen in other related industries. Graphite for EDM, continuous casting, and nuclear reactors also requires large-scale products. This is difficult to achieve using molding and extrusion methods. The primary problem with large-scale product production is calcination cracking, and the larger the product, the higher the chance of calcination cracking.
3. Fine Structure
As a structural material, it requires high physical and chemical properties. On the one hand, the finer the particle size of the carbon particles that make up the carbon/graphite material, the denser its texture and the higher its mechanical strength.
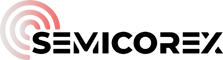
Isostatically pressed graphite is widely used in semiconductor manufacturing processes. It is used in graphite components for the hot zone of single crystal growth furnaces, such as crucibles, heaters, flow guides, and insulation covers; and in graphite components used in epitaxial processes.





- View as

Үш бөлікті графит тигельдері
Semicorex үш бөліктен тұратын графит тигельдері - кремнийдің бір кристалды өсу процестері үшін арнайы әзірленген, өнімділігі жоғары бөлінген графит контейнерлері. Жоғары сапалы жартылай өткізгішті термиялық өңдеуге өте ыңғайлы, үш бөліктен тұратын Semicorex графит тигель кварц тигелі мен оның ішкі материалдарын бір кристалды құрылымдардың бақыланатын өсуіне қол жеткізу үшін сенімді түрде қолдай алады.
Ары қарай оқуСұрау жіберу
Жең түріндегі графит жылытқыштар
Semicorex гильза тәрізді графит жылытқыштары, монокристалды өсу пештерінде кеңінен қолданылатын жоғары тиімді қыздыру элементтері. Semicorex жең түріндегі графит жылытқыштары монокристалды пештерде кеңінен қолданылатын маңызды қыздыру компоненттері болып табылады, олар жоғары сапалы монокристалды кремний өсімі үшін арнайы әзірленген. Semicorex таңдау - жылытуды өңдеудің тамаша шешімдерін таңдау.
Ары қарай оқуСұрау жіберу
Үш жапырақты графит тигель
Semicorex жоғары таза үш жапырақты графит тигельдері төтенше жартылай өткізгіш термиялық орталарда кристалдардың өсуін барынша арттыруға арналған стрессті жеңілдететін инновациялық архитектураға ие. Semicorex әлемдік деңгейдегі жартылай өткізгіш материалдар шешімдерін жеткізе отырып, алдыңғы қатарлы салаларға сенімді жаһандық логистикамен қамтамасыз етілген дәлдікпен жасалған графит және керамикалық компоненттермен қуат береді.*
Ары қарай оқуСұрау жіберу
Ыстық иілген шыны графитті қалып
Semicorex ыстық майысқан шыны графит пішіні ерекше жоғары температураға төзімділікті, термиялық соққының тұрақтылығын, өзін-өзі майлауды және химиялық төзімділікті қамтамасыз ету үшін ұсақ түйіршікті, жоғары тазалықтағы графиттен жасалған дәлдікпен жасалған. Semicorex өзінің терең тәжірибесі, жетілдірілген қалып дизайны және ұқыпты процесті бақылау үшін таңдалған, бұл өнімділікті тиімді түрде арттырады және ең талап етілетін өндіріс талаптарына жауап береді.*
Ары қарай оқуСұрау жіберу
3D Ыстық иілу шыны графитті қалып
Semicorex 3D ыстық иілу шыны графитті қалып - бұл тамаша жылу тұрақтылығын, жылу өткізгіштігін, тозуға және коррозияға төзімділігін, шыны бетінің сапасын жақсартуды, қалыптың қызмет ету мерзімін ұзартуды және өндіріс тиімділігі мен өнімділікті айтарлықтай арттыруды ұсынатын, 3D қисық шыны ыстық иілуге арналған жоғары сапалы изостатикалық графит қалып. Semicorex сенімді сапасы, тұрақты жеткізілімі және бүкіл әлем бойынша озық графит шешімдерін қамтамасыз ету тәжірибесі үшін таңдалған.*
Ары қарай оқуСұрау жіберу
Графитті өздігінен майланатын втулкалар
Semicorex графитті өздігінен майланатын төлкелер, сондай-ақ майсыз төлкелер деп те аталады, сыртқы майлаусыз немесе май берусіз жұмыс істеу үшін арнайы әзірленген жоғары өнімді жылжымалы мойынтіректердің құрамдас бөліктері. Өте жақсы өнімділігі бар Semicorex графитті өздігінен майланатын втулкалар күрделі ортада жұмыс істейтін жабдық үшін тамаша шешім болып табылады, соның ішінде майсыз жұмыс, жоғары температура, жоғары жүктеме, төмен жылдамдық, ластануға қарсы, коррозияға төзімділік және радиацияға төзімділік.
Ары қарай оқуСұрау жіберу
Semicorex көптеген жылдар бойы Изостатикалық графит шығарады және Қытайдағы кәсіби Изостатикалық графит өндірушілер мен жеткізушілердің бірі болып табылады. Жаппай қаптаманы қамтамасыз ететін біздің жетілдірілген және ұзақ мерзімді өнімдерімізді сатып алғаннан кейін, біз жылдам жеткізудің үлкен мөлшеріне кепілдік береміз. Жылдар бойы біз тұтынушыларға теңшелген қызмет көрсеттік. Клиенттер біздің өнімдерімізге және тамаша қызметімізге қанағаттанады. Біз сіздің сенімді ұзақ мерзімді іскер серіктес болуды шын жүректен күтеміз! Біздің зауыттан өнімдерді сатып алуға қош келдіңіз.



