- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Толық жартылай өткізгішті құрылғыны жасау процесін түсіну
1. Фотолитография
Фотолитография, көбінесе үлгіні құрумен синоним болып табылады, басып шығарудағы фотопластиналарды жасау процестерінен туындайтын жартылай өткізгіштер технологиясының жылдам дамуының ең маңызды қозғаушы күштерінің бірі болып табылады. Бұл әдіс кез келген үлгіні микро немесе нано масштабта көрсетуге мүмкіндік береді. фоторезист және басқа технологиялық технологиялармен үйлескенде жартылай өткізгіш материалдар мен құрылғылардың әртүрлі конструкциялары мен тұжырымдамаларын жүзеге асыра отырып, осы үлгілерді материалдарға береді. Фотолитографияда қолданылатын жарық көзі ультракүлгін, терең ультракүлгін, рентген сәулелері және электронды сәулелерге дейінгі нұсқалары бар үлгілердің дәлдігіне тікелей әсер етеді, олардың әрқайсысы аталған тәртіпте өрнек дәлдігінің жоғарылау деңгейлеріне сәйкес келеді.
Стандартты фотолитография процесінің ағыны бетті дайындауды, адгезияны, жұмсақ пісіруді, экспозицияны, экспозициядан кейінгі пісіруді, әзірлеуді, қатты пісіруді және тексеруді қамтиды.
Беттік өңдеу міндетті болып табылады, өйткені субстраттар әдетте ауадан H2O молекулаларын сіңіреді, бұл фотолитографияға зиян келтіреді. Сондықтан субстраттар бастапқыда пісіру арқылы сусыздандыру өңдеуден өтеді.
Гидрофильді субстраттар үшін олардың гидрофобты фоторезистке адгезиясы жеткіліксіз, бұл фоторезисттің ажырауын немесе үлгінің сәйкессіздігін тудыруы мүмкін, осылайша адгезия промоторы қажет. Қазіргі уақытта гексаметилдизилазан (HMDS) және три-метил-силил-диэтил-амин (TMSDEA) адгезияны күшейткіштер кеңінен қолданылады.
Беттік өңдеуден кейін фоторезистті қолдану басталады. Қолданылатын фоторезисттің қалыңдығы оның тұтқырлығымен ғана байланысты емес, сонымен қатар айналдыру жылдамдығымен де әсер етеді, әдетте айналдыру жылдамдығының квадрат түбірімен кері пропорционалды. Қаптаудан кейін фоторезисттен еріткішті буландыру үшін жұмсақ пісіру жүргізіледі, бұл алдын ала пісіру деп аталатын процесте адгезияны жақсартады.
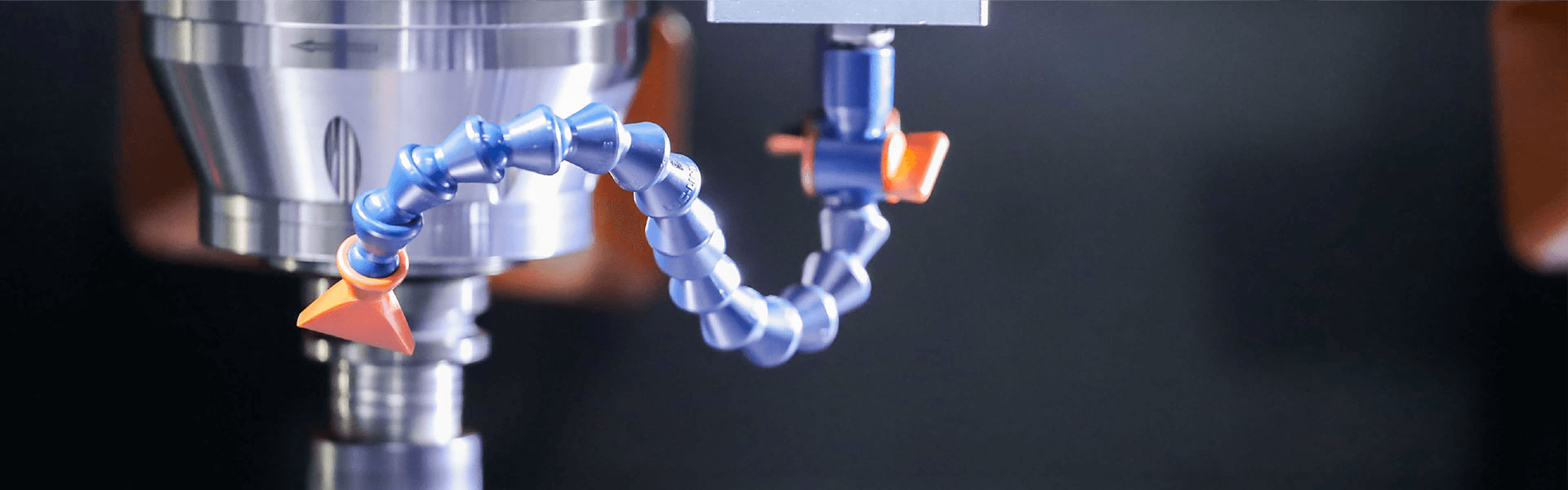
Осы қадамдар аяқталғаннан кейін экспозиция орын алады. Фоторезистенттер экспозициядан кейін қарама-қарсы қасиеттері бар оң немесе теріс болып жіктеледі.
Мысал ретінде оң фоторезистті алыңыз, мұнда экспозициясыз фоторезист әзірлеушіде ерімейді, бірақ экспозициядан кейін ериді. Экспозиция кезінде жарық көзі өрнектелген маска арқылы өтіп, фоторезисті үлгілей отырып, қапталған субстратты жарықтандырады. Әдетте, экспозиция орнын дәл бақылау үшін экспозиция алдында субстрат маскамен туралануы керек. Үлгінің бұрмалануын болдырмау үшін экспозиция ұзақтығын қатаң бақылау керек. Экспозициядан кейін тұрақты толқын әсерлерін азайту үшін қосымша пісіру қажет болуы мүмкін, дегенмен бұл қадам міндетті емес және оны тікелей дамыту пайдасына айналып өтуге болады. Әзірлеу ашық фоторезисті ерітеді, маска үлгісін фоторезисттік қабатқа дәл тасымалдайды. Әзірлеу уақыты да маңызды - тым қысқа дамудың аяқталмағанына әкеледі, тым ұзақ үлгінің бұрмалануына әкеледі.
Кейіннен қатты пісіру фоторезисттік пленканың субстратқа бекітілуін нығайтады және оның отқа төзімділігін жақсартады. Қатты пісіру температурасы әдетте алдын ала пісіру температурасынан сәл жоғары.
Соңында, микроскопиялық тексеру үлгінің күтуге сәйкес келетінін тексереді. Үлгі материалға басқа процестер арқылы тасымалданғаннан кейін фоторезист өз мақсатын орындады және оны алып тастау керек. Аршу әдістеріне ылғалды (ацетон сияқты күшті органикалық еріткіштерді пайдалану) және құрғақ (пленканы алу үшін оттегі плазмасын пайдалану) кіреді.
2. Допинг әдістері
Допинг қажет болған жағдайда жартылай өткізгіш материалдардың электрлік қасиеттерін өзгерте отырып, жартылай өткізгіш технологияда өте қажет. Кең таралған допинг әдістеріне термиялық диффузия және ион имплантациясы жатады.
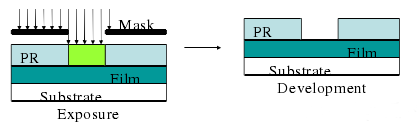
(1) Иондық имплантация
Иондық имплантация жартылай өткізгіш субстратты жоғары энергиялы иондармен бомбалау арқылы қоспалайды. Термиялық диффузиямен салыстырғанда оның көптеген артықшылықтары бар. Масса анализаторымен таңдалған иондар жоғары қоспалау тазалығын қамтамасыз етеді. Имплантация кезінде субстрат бөлме температурасында немесе сәл жоғарырақ сақталады. Өздігінен реттелетін маска әдістерімен жоғары икемділікті қамтамасыз ететін кремний диоксиді (SiO2), кремний нитриді (Si3N4) және фоторезист сияқты көптеген бүркемелеу пленкаларын пайдалануға болады. Имплантация дозалары дәл бақыланады және имплантацияланған қоспа иондарының таралуы бір жазықтықта біркелкі болады, нәтижесінде қайталану жоғары болады.
Имплантация тереңдігі иондардың энергиясымен анықталады. Энергия мен дозаны реттеу арқылы имплантациядан кейінгі субстратта қоспа иондарының таралуын басқаруға болады. Әртүрлі қоспа профиліне қол жеткізу үшін әртүрлі схемалары бар бірнеше имплантациялар үздіксіз орындалуы мүмкін. Бір кристалды субстраттарда, егер имплантация бағыты кристаллографиялық бағытқа параллель болса, арналық әсерлер пайда болады - кейбір иондар арналар бойымен қозғалып, тереңдік бақылауын қиындатады.
Канализацияны болдырмау үшін имплантация әдетте монокристалды субстраттың негізгі осіне шамамен 7° бұрышта немесе субстратты аморфты қабатпен жабу арқылы жүзеге асырылады.
Дегенмен, иондық имплантация субстраттың кристалдық құрылымын айтарлықтай зақымдауы мүмкін. Жоғары энергиялы иондар соқтығысқан кезде энергияны субстраттың ядролары мен электрондарына тасымалдап, олардың тордан шығып, интерстициалды-бос кемтік жұптарын түзеді. Ауыр жағдайларда кейбір аймақтардағы кристалдық құрылым бұзылып, аморфты аймақтар түзілуі мүмкін.
Тордың зақымдануы жартылай өткізгіш материалдың электрлік қасиеттеріне қатты әсер етеді, мысалы, тасымалдаушының қозғалғыштығын немесе тепе-теңдік емес тасымалдаушылардың қызмет ету мерзімін азайту. Ең бастысы, имплантацияланған қоспалардың көпшілігі тиімді допинг түзе алмай, тұрақты емес интерстициалды жерлерді алады. Сондықтан имплантациядан кейінгі тордың зақымдануын жөндеу және қоспаларды электрлік белсендіру өте маңызды.
(2)Жылдам термиялық өңдеу (RTP)
Термиялық күйдіру - иондарды имплантациялау және электрлік белсендіруші қоспалардан туындаған тордың зақымдалуын түзетудің ең тиімді әдісі. Жоғары температурада субстраттың кристалдық торындағы интерстициалды-бос ақаулық жұптары рекомбинацияланады және жойылады; аморфты аймақтар да монокристалды аймақтармен шекарадан қатты фазалық эпитаксис арқылы қайта кристалданады. Субстрат материалының жоғары температурада тотығуына жол бермеу үшін термиялық күйдіруді вакуумда немесе инертті газ атмосферасында жүргізу керек. Дәстүрлі күйдіру ұзақ уақытты алады және диффузияға байланысты қоспалардың айтарлықтай қайта бөлінуін тудыруы мүмкін.
пайда болуыRTP технологиясықысқартылған күйдіру ұзақтығы ішінде тордың зақымдалуын жөндеуді және қоспаны белсендіруді орындай отырып, бұл мәселені шешеді.
Жылу көзіне байланысты,RTPбірнеше түрге бөлінеді: электронды сәулелік сканерлеу, импульстік электронды және иондық сәулелер, импульстік лазерлер, үздіксіз толқынды лазерлер және кең жолақты когерентсіз жарық көздері (галогендік шамдар, графит қыздырғыштар, доғалық лампалар), соңғысы ең кең таралған. Бұл көздер субстратты лезде қажетті температураға дейін қыздырып, жасытуды қысқа мерзімде аяқтап, қоспаның диффузиясын тиімді азайта алады.
3. Фильмді орналастыру әдістері
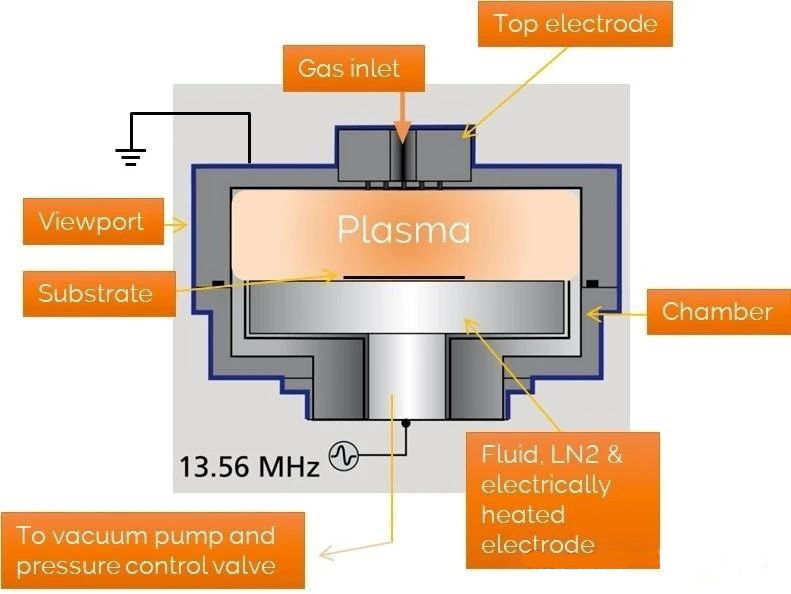
(1) Плазмамен күшейтілген химиялық будың тұндыру (PECVD)
PECVD - қабықшаны тұндыру үшін химиялық буларды тұндыру (CVD) әдісінің бір түрі, қалған екеуі атмосфералық қысымдағы CVD (APCVD) және төмен қысымды CVD (LPCVD) болып табылады.
Қазіргі уақытта PECVD үш түрдің ішінде ең көп қолданылатыны болып табылады. Ол салыстырмалы түрде төмен температураларда химиялық реакцияларды бастау және қолдау үшін радиожиілік (РЖ) плазмасын пайдаланады, осылайша жоғары тұндыру жылдамдығымен төмен температуралы пленка тұндыруын жеңілдетеді. Оның жабдық схемасы суретте көрсетілгендей.
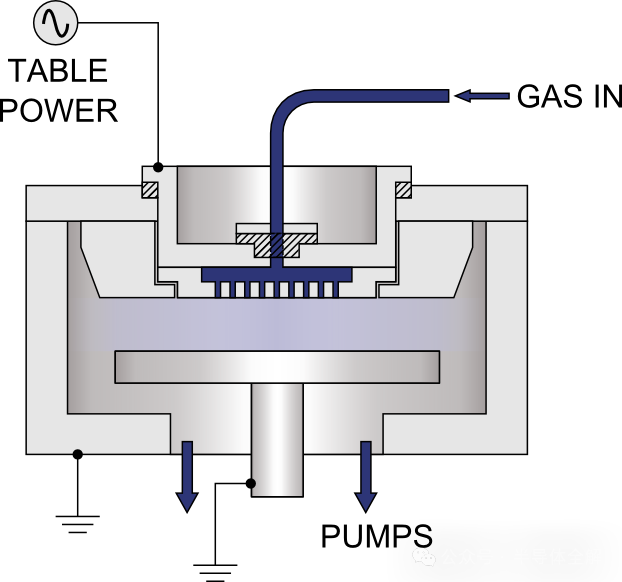
Осы әдіс арқылы өндірілген пленкалар ерекше адгезия және электрлік қасиеттерді, ең аз микрокеуектілікті, жоғары біркелкілікті және берік шағын масштабты толтыру мүмкіндіктерін көрсетеді. PECVD тұндыру сапасына әсер ететін факторларға субстрат температурасы, газ ағынының жылдамдығы, қысым, РЖ қуаты және жиілік жатады.
(2) Шашырату
Шашырату – будың физикалық тұндыру (PVD) әдісі. Зарядталған иондар (әдетте Аргон иондары, Ar+) электр өрісінде кинетикалық энергияға ие болып, үдетіледі. Олар мақсатты материалға бағытталған, нысаналы молекулалармен соқтығысады және олардың ығысып кетуіне және шашырауына әкеледі. Бұл молекулалар да айтарлықтай кинетикалық энергияға ие және субстратқа қарай жылжиды, оның үстіне орналасады.
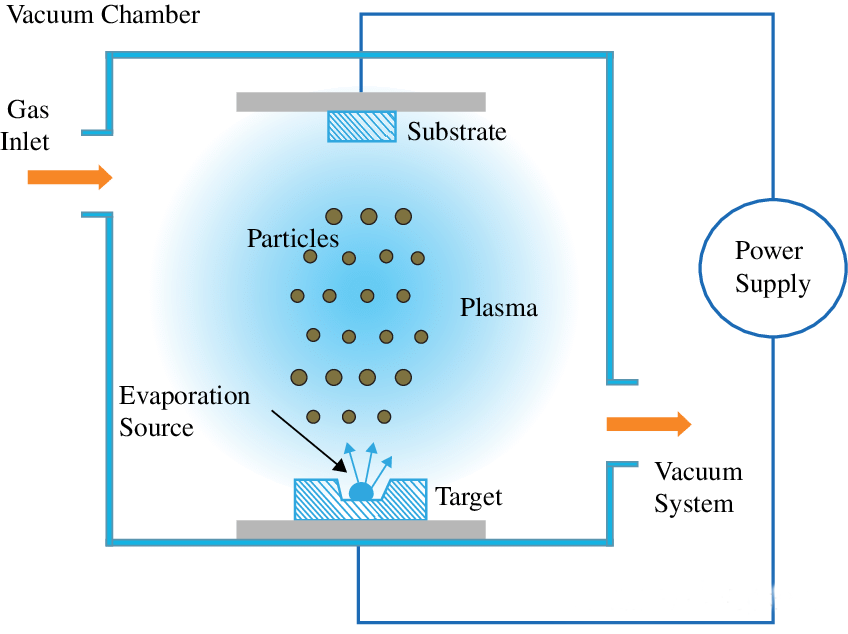
Әдетте қолданылатын шашыратқыш қуат көздеріне тікелей ток (тұрақты ток) және радиожиілік (РЖ) жатады, мұнда тұрақты токтың шашырауы металдар сияқты өткізгіш материалдарға тікелей қолданылады, ал оқшаулағыш материалдар пленка тұндыру үшін РЖ шашыратуды қажет етеді.
Кәдімгі шашырату шөгу жылдамдығының төмендігінен және жоғары жұмыс қысымынан зардап шегеді, нәтижесінде пленка сапасы төмендейді. Магнетронды шашырату бұл мәселелерді жақсырақ шешеді. Ол иондардың сызықтық траекториясын магнит өрісі бағытының айналасындағы бұрандалы жолға өзгерту үшін сыртқы магнит өрісін пайдаланады, олардың жолын ұзартады және мақсатты молекулалармен соқтығысудың тиімділігін арттырады, осылайша шашырау тиімділігін арттырады. Бұл тұндыру жылдамдығының жоғарылауына, жұмыс қысымының төмендеуіне және пленка сапасының айтарлықтай жақсаруына әкеледі.
4. Ою Техникалар
Офорттау құрғақ және дымқыл режимдерге жіктеледі, сәйкесінше арнайы ерітінділердің қолданылуына (немесе болмауына) байланысты.
Әдетте, ою-өрнекпен өңдеуге арналған емес аймақтарды қорғау үшін маска қабатын (тікелей фоторезист болуы мүмкін) дайындау қажет.
(1) Құрғақ ою
Кең таралған құрғақ сырлау түрлеріне жатадыИндуктивті байланыстырылған плазманы (ICP) ою, Ion Beam Etching (IBE) және Reactive Ion Edge (RIE).
ICP оқтауында жарқырау разряды арқылы өндірілген плазмада ұшқыш өнімдер түзу үшін мақсатты материалмен химиялық әрекеттесіп, осылайша өрнекке қол жеткізетін көптеген жоғары химиялық белсенді бос радикалдар (бос атомдар, молекулалар немесе атомдық топтар) болады.
IBE физикалық процесті білдіретін ою үшін мақсатты материалдың бетін тікелей бомбалау үшін жоғары энергиялы иондарды (инерттік газдардан иондалған) пайдаланады.
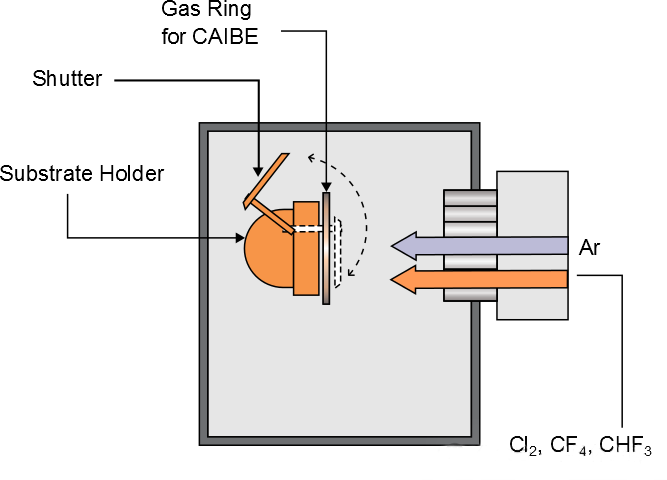
RIE алдыңғы екеуінің комбинациясы ретінде қарастырылады, IBE-де пайдаланылған инертті газды ICP оюлау кезінде пайдаланылатын газбен алмастырады, осылайша RIE құрайды.
Құрғақ ою үшін вертикалды оюлау жылдамдығы бүйірлік жылдамдықтан әлдеқайда асып түседі, яғни оның жоғары арақатынасы маска үлгісін дәл қайталауға мүмкіндік береді. Дегенмен, құрғақ оюлау сонымен қатар нашар таңдағыштықты (мақсатты материалдың бетперде қабатына өңдеу жылдамдығының арақатынасы) көрсететін маска қабатын сызады, әсіресе материалдың бетінде іріктемесіз сызып кетуі мүмкін IBE.
(2) Ылғалды ою
Ылғалды оюлау мақсатты материалды онымен химиялық әрекеттесетін ерітіндіге (операторға) батыру арқылы қол жеткізілетін оюлау әдісін білдіреді.
Бұл ою әдісі қарапайым, үнемді және жақсы таңдауды көрсетеді, бірақ арақатынасы төмен. Маска жиектерінің астындағы материал коррозияға ұшырауы мүмкін, бұл оны құрғақ оюдан гөрі дәлірек етеді. Төмен кадр арақатынасының жағымсыз әсерін азайту үшін сәйкес сызу жылдамдығын таңдау керек. Оңалту жылдамдығына әсер ететін факторларға еріткіш концентрациясы, сілтілеу уақыты және сілтілеу температурасы жатады.**
Сұрау жіберу




X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты